ツールクーラーを3Dプリンターの銅フィラメントで作ることで製造コストを削減

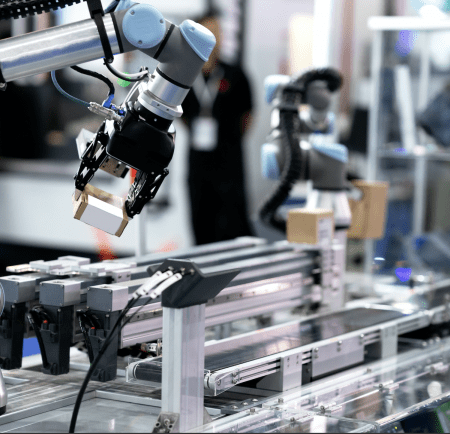
ドイツのドレスデンに拠点を置くPTZ Prototypenzentrum社(以下、PTZ社)がアメリカのマサチューセッツ州に本社を構えるMarkforged社製の3Dプリンター「Metal X」を使用し、高導電性の銅を素材にしたツールクーラーの製造を開始。費用と時間の両面で大きなコストダウンを果たした。(写真: 3Dプリンター「Metal X」で作製された銅製ツールクーラー /出典: PTZ Prototypenzentrum )
銅製ツールクーラーが製造された背景や期待される性能の特徴についてご紹介する。
銅製ツールクーラーができるまで
PTZ社は、20年以上にわたり、さまざまな産業やパートナーのために、金属とプラスチックの両方で製品のプロトタイプを製造してきた。鋳造、機械生産、積層造形の各手法を使用した少量生産と試作作成を専門とする企業だ。PTZ社はMarkforged社製の3DプリンターMetal Xで金属をプリントできるようになるまでは、厳しい要求を満たすアプリケーションに対応方法を見つけられていなかった。
ツールクーラーは、もともとは銅ではなくアルミニウムを削り出して製造されていた。ツールクーラーの役割は、熱膨張と収縮の作用を利用して専用工具の軸に切削部品をつなぎ合わせたり・離脱させたりすることである。ツールクーラーは高精度の切削を行うフライス盤に特徴的な部品だ。PTZ社のプロトタイプ製造工程では、工具を定期的に他の加工工具に交換したり、摩耗したり破損したりした工具を定期的に交換する必要がある。
導電性の高いクーラーであればあるほど、工具の組み替えが早くできる。アルミニウム削り出し品は製造は簡単だが、熱性能の問題でPTZ社が求める工程開始から完了までの時間を達成できなかった。
当初、PTZ社のチームは金属を溶かす熱源にレーザー光を採用した積層造形法を使って、AlSi10Mg合金からより高性能の設計を試みていた。複雑な内部冷却チャンネルのおかげでより良い性能を達成したものの、新しいデザインは冷却媒体に耐えられず、さらにかなりコストがかかるためで実施が困難だった。
Markforged社は、これらのPTZ社の問題に完璧に対応した。
Markforged社の設計は射出成形での有効性が証明されている「コンフォーマル・クーリング・チャンネル」を採用し、ツールクーラーを極めて効率的にするものであった。この設計は、従来の方法では製造不可能なものだが、「Metal X」で培ったアイデアを高導電性の銅で実現する絶好のポジションにあったことから、実現した。
年間約80万円の製造加工の節約が可能に ― 銅製ツールクーラーの性能

新しいツールクーラーは冷却媒体を保持でき、以前の設計よりも38%速い冷却が可能になった。2台のCNC工作機械で1日あたりおよそ40回の工具交換が不要になり、年間111時間の節約になる計算だ。平均的な機械加工の時給を考えると、機械加工時間だけで年間6,993ドルを節約できることになる。
部品の交換速度は収益に直接影響する。交換が迅速に行われると運用コストが低下して、収益性が向上する。
3Dプリンターは多くの場面で製造コストの抑制に貢献している。専門知識がなくても直感的に操作できる3Dプリンターが登場してきているなか、わたしたちの生活にも知らず知らずのうちに3Dプリンターが関わっている製品や商品が登場する日もそう遠くないだろう。
関連情報

金属3Dプリンターの各造形方式の特徴や対応材料、代表的な用途の解説
≫ 記事はこちら

国内外の3DプリンターおよびAM(アディティブマニュファクチャリング)に関するニュースや最新事例などの情報発信を行っている日本最大級のバーティカルメディアの編集部。