双日系サービスビューロJAMPT(日本積層造形株式会社)がミュンヘン工科大学のTUfastレーシングチームのモーター部品提供

POINT
- JAMPT(日本積層造形株式会社)は、ミュンヘン工科大学(ドイツ)のTUfastRacingチームに協力してヨーロッパで開催される学生フォーミュラス大会2019に参加する車両の電動モーター開発に取り組んだ。
- TUFastは、学生フォーミュラ名門。2019年JAMPT提供部品で、4つのレースすべてにおいて総合1位を獲得するという快挙を成し遂げた。
- 躍進の陰には、去年問題が多発したクーリングハウジングをJAMPTが、金属3Dプリンターで設計通り仕上げたという貢献があった。
日本のサービスビューロがドイツのレースカーの心臓部を造形
シェアラボでは自動車分野の3Dプリンター活用に関する情報を追っているが、2019年8月にシーズンを終えたドイツの学生フォーミュラレースで、4つのレースすべてにおいて総合1位を獲得したというレーシングマシンの心臓部を、日本の3Dプリンターのサービスビューロが造形したという情報を耳にした。
造形したのはJAMPT(日本積層造形株式会社)。金属3Dプリンターの利用が進んでいるドイツに日本の造形物が納品されている点に感銘を受け、さっそく電話でお話を伺ってみた。
2012年から金属積層のサービスビューロを開設

同社の小松伸弘氏、川本薫平氏に取材に応じていただけた。小松氏によるとJAMPTは日本の総合商社双日を親会社にもつ日本の積層造形のサービスビューロ。
2012年から日本最初の金属積層加工を始めた業界では草分け的な存在である株式会社コイワイを母体に、双日と東北大学のベンチャーファンドの出資をうけて2017年に設立された 。宮城に本社を置き、現在社員19名で運営している。
「レース用自動車部品での実績で言えば、ルマン耐久レース参加車両の部品なども実績がありますが、航空宇宙関連部品で実績が多く、新しい素材や造形へのトライでノウハウを高めてきました。(小松氏)」
出会いは2018年10月、ミュンヘン工科大学での積層造形カンファレンス
実際のところ、ドイツのミュンヘン工科大学との出会いのきっかけは何だったのだろうか?
「2018年10月ミュンヘン工科大学で開催された積層造形に関するカンファレンスに視察で訪れたのがきっかけです。現地にTUFastの車両が展示されており、その場にTUFastのリーダーもいて話が聞けました。TUFastが設計に3Dデータを活用し効果を上げている事、去年は3Dプリンターでつくった部品に問題があり、そこに課題があると感じている事、協賛企業を探している事などがわかりました。(川本氏)」
もとより技術には自信があった。金属積層加工の本場ドイツで難易度が高いワークをきちんとやり遂げて、実績を作れば存在感を示せるチャンスだ。さっそく社内を調整し、チームへのスポンサー契約という形をとって、部品供給を決めることになる。スピード感あふれる意思決定だ。
学生フォーミュラとTUFastについて

なじみのない方も多いと思うので、すこし補足で背景説明をしよう。
学生フォーミュラ―は1981年にアメリカではじまった学生によるレース大会。学生が車両の設計と製造をした後レースを行う取り組みとして、世界中で同じレギュレーションを共有し、同趣旨の大会が開催されるまでになっており、近年では電気自動車部門もある。他のモータースポーツがラップタイムや周回数を競うのとは異なり、オリジナリティや革新性なども審査の対象になっている。自動車メーカーや部品メーカーが協賛という形で部品提供を行うことも多い。
TUfastチーム(ドイツ、ミュンヘン工科大学の学生フォーミュラーチーム)は2016年に最も効率的な電気自動車カテゴリで世界一になった名門チーム。2018年は総合11位と振るわなかったが、これはクーリングハウジングの不調によるオーバーヒートや機体性能を出せなかった結果だったという。
それが2019年度は「4つ開催されたレース全て」で1位をとり、総合1位を獲得する大躍進となった。JAMPTの手がけたクーリングハウジングの貢献は大きそうだ。
「TUFast」のクーリングハウジング
TUFastとの契約回りがひと段落して、正月明け2019年1月から何を作るかについてのすりあわせが始まった。電気自動車レースに出場する車両の動力には、ホイールインモーターとよばれる自動車のホイールにモーターを組み込み駆動する方式を採用し、独自に設計を進めていた。
今回JAMPTが取り組んだクーリングハウジングはいくつか提示された部品候補の中でも一番大きく複雑な形状のもの。 前年度、積層造形時に「溶融残り」が発生し、設計当初の形状が出せず、粉末もこびりついており、オーバーヒートしてしまった「いわくつき」の部品だった。

クーリングハウジングがどこの部品か説明するために、モーターの仕組みに触れておきたい。(図はマブチモーターのモーターが動く仕組み説明より。非常にわかりやすい)
簡単に補足すると、モーターハウジングはモーターのケース部分。その中に磁石とコイル、軸(シャフト)が入っており、電気を通すと発生する磁力が軸受けに動力を伝え、タイヤが回る。電流を反対に流すと逆回転するので、ブレーキやバックの機能を果たす。
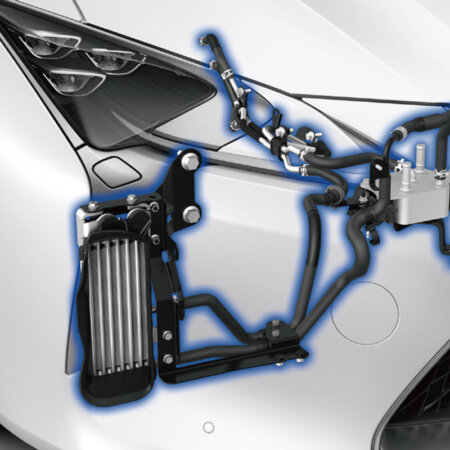
水冷式の効率強化するためのモーターハウジング形状=クーリングハウジング

動力が発生する際に、熱も発生するため、モーターには冷却系が必要だ。今回のモータはケースであるハウジング部分に水冷式の冷却機能を持たせている。写真の斜め45度のピンが乱立した形状は、冷却液が効率よく熱を排熱することを狙った形状で、突起部分でクーラントが効率よく排熱することを狙っている。写真を見てお分かりの通り、ハウジングは完全に密閉されている。
「溶融残りがあって機体性能が出ず、金属粉末が内部に残っており、オーバーヒートにつながった。密閉された部品だったので、直前まで気が付かなかった・・と、TUFastが一番課題を感じていたパーツでした。だからこそ取り組む価値があると思い、挑戦しました(川本氏)」
相談から納品まで。ジョブ自体は1か月半で完了

JAMPTは、EOS社の金属3Dプリンター「M280」でクーリング・ハウジングを造形。軽量で高熱伝導率が高く低コストであるAlSi10Mg (アルミニウム合金)のパウダーを採用した。
TUFast側のデータ提供を検討し、改善可能な個所の提示、TUFast側のデータ修正などのやり取りをすべて含めて、2月末には完了している。
「造形者」視点のアドバイス
提供された設計データをみて、川本氏は造形者の視点からいくつかアドバイスをしたという。「クーリングハウジングは、クーラントが流路をスムーズに流れることで性能を発揮する部品です。積層造形する際にできる事、できない事をご説明したうえで、こうすれば性能改善が期待できるかも、というアドバイスを、いくつかさせていただきました。TUFast側もすぐに修正データを作成いただき、データが完成。すぐに造形に入りました(川本氏)」
「設計者」に対する「造形者」のアドバイスは製造現場では貴重なものだ。どの産業機械装置でも同じことが言えるだろうが、やはり加工を担当する現場の意見を重視した方がうまくいく。設備の特徴やセッティングで一番苦労している者の知見は尊い。
3Dプリンターで同じデータであれば同じものが出力できるは、半分間違い
3Dプリンターでも同じことが言える。3Dプリンターは3Dデータがあればだれでも同じものを造形できる、という話は半分間違っている。異なるサービスビューロに同じデータを渡しても、仕上がりは同じではない事が多々あるのだ。その違いはパラメータ設定だ。
造形者は、造形時の速度、温度をはじめとして、膨大なパラメータを3Dプリンターの制御アプリに設定して、微調整を行うことができる(行わなければならない)。この設定の掛け合わせは非常に膨大で、最適なセッティングを出すためにはそれなりの試し打ちが必要になる。また当然造形を行う機体が違えば設定できるパラメータの種類も適切な値も異なる。
ここは造形者によって一番の腕の見せ所ともいえる部分で、きちんと原理を理解したうえで、蓄積してきたエンジニアの経験とノウハウをもとに、パーツ形状を考慮して最適化していく必要がある分野なのだ。(シェアラボ編集部の協力者が貸与してくれたデスクトッププリンターでも多数のパラメータがあり、その組み合わせは数えきれない。)
企業秘密のパラメータ設定で仕上がりに差が出る
「今回のクーリングハウジングで一番難しかったのは、複雑な形状である上に、密閉されている構造だった点です。前年度、他のスポンサー企業が手掛けた際には、溶融残りによる形状差異と粉末残りがあったと聞いていました。金属3Dプリンターのパラメーターを最適化することで、問題なく造形できるように取り組みました(川本氏)」
具体的なパラメータ設定はノウハウ部分なので企業秘密、とのことだったが、航空宇宙関連部品で蓄積したノウハウをもとに「1発で造形」を完了し、問題ない仕上がりを実現できたという。打ち直しにもコストと時間がかかる。レーシング部品のような高い性能を求められるパーツを1発で仕留める力量にすごみを感じた。
「多品種少量を高速に造形することができるのが金属3Dプリンターの強みです。今回はまさにそれが当てはまりました(川本氏)」
正月明け1月中半からやり取りがはじまり、2月末には納入が完了している。この間約1か月半だが、完成データをもとにした造形準備から造形完了までの期間は1週間強と、かなりスピーディーに造形は完了している。
「去年他の業者でトラブった箇所」完成後の試験は?
では密閉形状のクーリングハウジングに対して、どのような検査を行ったのだろうか?前年度他の協賛企業では期待通りの仕上がりが出なかった部分だが、検査はどうしたのだろうか?
「粉末除去、溶融残りの確認がしずらい形状ですので、 確かにクオリティマネジメントとは難しかったです。造形は適切にできたので、造形完了後に粉末をエアブラストで噴き出す形できれいに清掃しました。そのうえで、きちんと造形できているかCTで内部を確認しています。(川本氏)」
そしてシッピング
部品をTUFastに出荷し、受け入れ検収がはじまる。前年は冷却機能がうまく働かず、オーバーヒートにつながってしまった部品。TUFast側の受け入れ試験も慎重だったというが、結果は上々だった。
「造形表面の仕上がりがとても綺麗だ、とお褒めの言葉をいただきました。設計時の計算上の容積と実際の造形物の容積を水をいれて比較したそうですが、全く同じだったとこちらもお褒めの言葉をいただきました(川本氏)」
実際のクリーリングのパフォーマンスもよかったという。これも造形時のパラメータ指定の妙によるものだろう。
今後の展望について
AM先進国ドイツの最高学府に日本の積層造形が信頼を得て納品された点は、非常に感慨深い。同社の今後の展望を伺ってみた。
「3Dプリンター活用という面で、日本はドイツ、中国、アメリカに大きく後れを取っているのが現状ですが、私たちは世界に負けない造形ができるように、レーザー式金属3Dプリンター2台、ビーム式金属3Dプリンター3機種4台で出力対応可能な体制をとっています。
今後はチタン合金製の人工骨など対象ワークの範囲の拡大を見据え、医療機器製造業者として登録するなど受け入れ可能な領域を広げています。日本中の『金属3Dプリンターでこんな事できないか』というリクエストに応えていきたいですね(小松氏)」
関連リンク

2019年のシェアラボニュース創刊以来、国内AM関係者200名以上にインタビューを実施。3Dプリンティング技術と共に日本の製造業が変わる瞬間をお伝えしていきます。