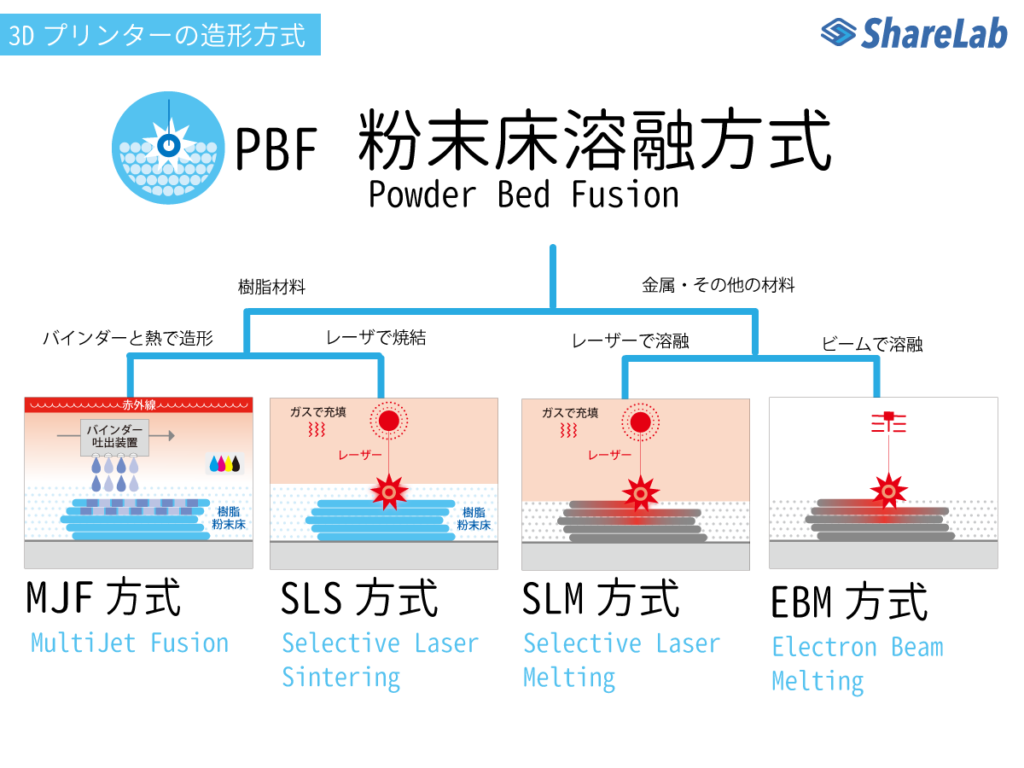
粉末床溶融結合法(パウダーベッド) とは、敷き詰めた粉末材料の指定された部分にレーザービームや電子ビームを照射することで断面部分を焼結する造形方式です。モデル部とサポート部は同じ材料であり、レーザーで焼結された部分がモデル部、未硬化の粉末部分がサポート部となります。
粉末床溶融結合法は、加熱の方法や使用する材料の違いによりMJF、SLS、SLM、EBMなどに分類できるため、それぞれの造形法が持つ特徴や用途について解説します。
目次
粉末床溶融結合法 / PBF(Powder Bed Fusion)の種類
粉末床溶融結合法(通称:パウダーベッド方式)に含まれる造形方式の種類について解説していきます。
MJF(Multi Jet Fusion)
MJFはヒューレットパッカード(HP)社が開発した造形方式で、粉末床溶融結合法(パウダーベッド方式)に分類されていますが、レーザーは使用しません。サーマルインクジェット技術とよばれる、材料粉末の薄い層を積み重ねていく過程で層と層の融合を適切にするため、全体を加熱することで造形精度の向上を実現しています。
MJFでは、まず粉末材料を敷き詰め、全体を加熱した状態で必要な部位に溶融剤、さらに材料同士を接合させるための定着剤を塗布します。次に、3Dプリンター上部のランプで材料をさらに加熱することで、溶融剤と定着剤の効果により材料が硬化、造形が完了します。造形完了後は、後工程用のマシンなどを用いて冷却すれば完成です。
この方式ではレーザー未使用と各層の造形が同時に行われるため、造形時間の正確な見積もりが可能です。また一層ずつ硬化する他の造形法と比較して、生産時間を大きく短縮できるため、効率よく試作品を作ることができます。
MJFで用いる素材は、当初熱可塑性樹脂のみでした。その後、技術開発を進める中でセラミックや金属材料にも対応しています。また、定着剤に着色剤を混ぜ合わせることでフルカラー印刷を可能としており、数百万色の表現が可能です。
ハイエンドの設備が必要になりますが、コストを抑えながら他の造形方式よりも短時間で、フルカラーの試作品を作られるので、さまざまな分野に適用できると考えられます。
SLS(Selective Laser Sintering)
SLSは粉末焼結積層造形法やレーザー焼結法ともよばれ、粉末床溶融結合法(パウダーベッド方式)のなかでも代表的な造形法です。
熱硬化性樹脂などの粉末材料をプラットフォームに乗せ、設計情報に基づいて赤外線レーザーを用いて、硬化させたい部分だけを焼結します。一層分の焼結が完了したら、プラットフォームが一層分だけ下がり、レーザーで次の層を焼結するという工程を繰り返します。最後に未焼結の粉末部分から焼結・硬化した部分を取り出し、サンドブラストなどの後処理が必要です。
SLSで使用する材料は、さまざまな種類のナイロンや熱可塑性のエラストマー、鋳造可能なポリスチレンなどがあり、用途に応じた材料の選択ができます。同じ材料を用いた製品であれば、同等の性能を持った試作品を短時間で試作することができるため、形状の確認だけではなく性能の確認も可能です。
SLSでは、レーザーで焼結しなかった部分がサポート部となるため、複雑な形状も実現でき、また複数の材料を使用しないためコストを抑えられます。また、焼結後に含侵処理などを行うことで、耐久性が必要とされる部品にも適用可能です。
これらの特性を活かして、複雑で耐久性が求められる自動車部品や医療機器、また航空宇宙機器用の部品や難燃性の部品などにも活用されています。
SLM(Selective Laser Melting)
SLMはレーザー溶融法ともよばれることがあり、金属を材料とした3Dプリンターの造形法のひとつです。SLSは主に樹脂材料に対してレーザー焼結をする造形法を指しますが、SLMは主に金属材料を対象としています。
SLMの装置は材料バケット、造形ステージ、余剰分ボックスに分かれており、材料バケットに造形をする際の材料を貯蔵します。造形をする際には、まず材料バケットから造形ステージに材料を移動させ、多すぎた分は余剰分ボックスへと移動します。
必要な量の材料が造形ステージに準備できたら、設計情報に合わせてレーザー光を照射し、金属材料を溶融、固化させます。一層分の造形が終わったら、造形ステージが少し下がり、再度材料の供給とレーザー光照射、材料の溶融、固化を繰り返し行います。狙い通りの形状が完成したら、固化していない部分の金属粉を除去することで完成です。
SLMでは試作型が不要なため、少量生産の場合には鋳造などに比べて低コストで生産が可能です。一方で、材料となる金属粉の低コスト化や高精度の造形をする場合には造形時間が長くなってしまう点などは、今後に向けた課題として挙げられています。
これらの特徴から、現在は金属材料の試作品や航空機の部品、金型の製作などに活用されています。
EBM(Electron Beam Melting)
EBMはSLMと同様に金属材料を溶融、固化させる造形法ですが、SLMはレーザー光を用いるのに対してEBMでは電子ビームを用いることで、融点の高い合金にも適用できます。
SLMとEBMの違いとしては、大きく3点が挙げられます。
1つめは、EBMは真空中で材料にビームを照射し、溶融、固化を行う点です。これにより、金属3Dプリンタの課題となる材料の酸化を抑制できます。
2つめは、予備加熱プロセスが必要という点です。予備加熱をしていない状態で電子ビームを照射すると、材料の粉末が舞い上がり精度よく造形できません。また、予備加熱を行うことで熱応力の影響を防ぐことが可能です。
3つめは、照射する位置決めが高速に行える点です。SLMの場合には照射時の位置決めをミラーの角度を変えますが、EBMでは次回によるレンズで向きを変え位置決めを行います。その結果、機械的な動きが不要となるため、SLMよりも位置決めを高速化できます。
SLMとEBMは類似の造形法ですが、その特徴は大きく異なるため、用途に合わせた選択が必要です。
サポート材不要で融点が高い材料にも対応できる粉末床溶融結合法
粉末床溶融結合法(パウダーベッド方式)は、粉末材料の特定の部分にレーザーやビームを照射を照射したり、溶融剤を加えることで造形する方式です。具体的にはMJF、SLS、SLM、EBMなどがありますが、それぞれ適用できる材料や設備の構造が異なります。
付帯設備などが必要な場合も多く、導入費用が高額になる場合がありますが、融点が高い材料を扱えるなどの特徴があるため、造形法ごとの特徴を理解し目的に合わせて造形法を選択する必要があります。