
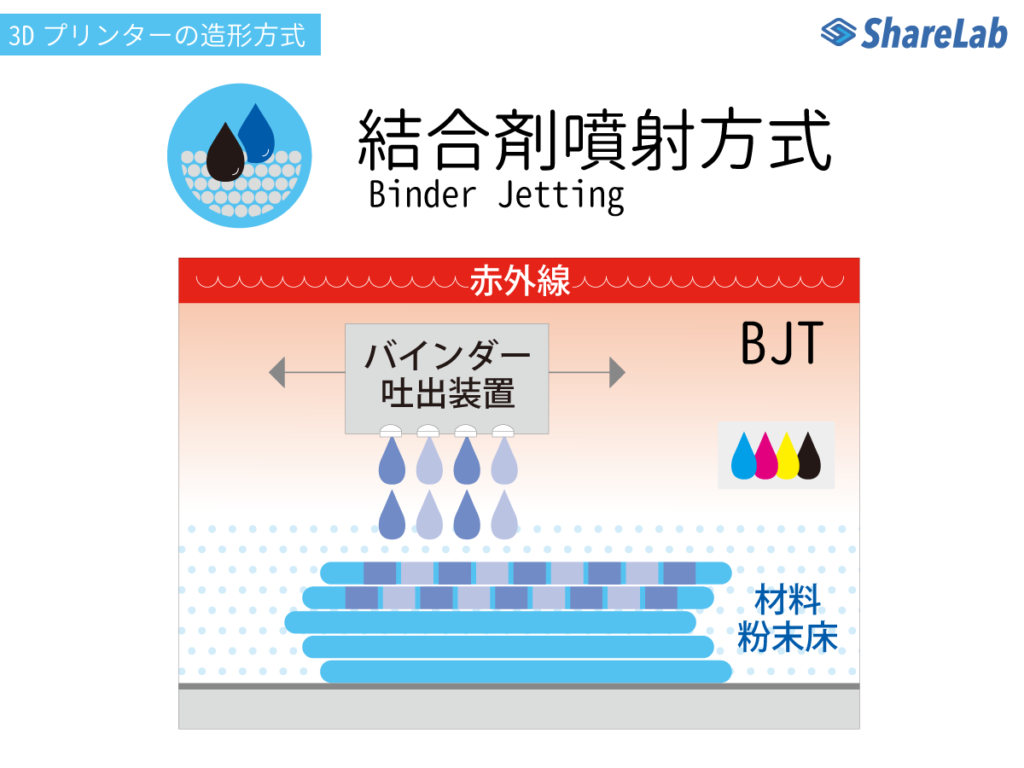
結合剤噴射法(バインダージェット:Binder Jetting ) は、粉末状のモデル材に対して、バインダーとよばれる結合剤をインクジェットノズルから固化させたい場所にのみ噴射し、熱反応や化学反応を利用して固める造形法です。モデル材には樹脂や金属、砂や石膏が用いられ、樹脂材料の場合にはバインダーを着色することで、フルカラーの造形ができます。
さまざまな材料を用いることが可能な結合剤噴射法ですが、素材が金属か金属以外で造形法が異なるため、それぞれの特徴や違い、適用対象について解説します。
目次
結合剤噴射法 / BJT(Binder Jetting)の種類
結合剤噴射法に含まれる造形方式の種類について解説していきます。
BJ(Binder Jetting)※金属を素材として用いる場合
結合剤噴射法は材料噴射と同様にインクジェット技術を用いる造形法ですが、材料噴射がモデル材そのものを噴射するのに対して、造形剤噴射では結合剤を噴射します。粉末状の材料に対して、バインダーとよばれる液体の結合剤をノズルから噴射することで、固形化する造形法です。材料には主に樹脂や金属が用いられますが、それ以外にも用途に合わせて石膏や砂などが使われる場合があります。
BJは、モデル材とサポート材が同一の材料で、モデル部にのみ結合剤を噴射して固化していくため、サポート材が不要です。造形後に不要となるサポート構造を除去する工程も必要ないので、複雑な形状の造形も可能です。一方で造形の精度はそれほど高くありません。
造形の流れは、はじめに造形をするビルドプレート上に薄く樹脂や金属などの材料を敷きます。次に、インクジェットノズルがプレート上を通過しながら、設計されたモデルの断面形状にあわせて結合剤を噴射します。
一層目の固化が完了すると、ビルドプレートが1段下がり、再度材料を薄く敷きます。次に、設計にしたがって結合剤を噴射し、これをすべての層が造形できるまで繰り返します。部品が完成したら、3Dプリンターから部品を取り出しサポート材と分離すると完成です。
結合剤噴射法では造形物に結合剤が含まれている分、樹脂、金属材料だけの場合に比べて機械的特性が不十分です。そこで、樹脂材料の場合には含侵処理を行うことで、機械的特性を実現します。また、金属材料の場合には、造形した部品を高温炉などで焼結して結合剤を焼結させ、気孔の少ない部品にすることで、機械的特性を実現できます。
一方で、焼結により結合剤を消失させることで、部品は約20%程度収縮します。複雑ではない形状の場合には均一に収縮するため大きな課題にはなりませんが、複雑な形状の場合には収縮が不均一になることもあり、その場合には事前に収縮を考慮したモデルの設計が必要です。
また、樹脂材料を用いる場合には結合剤に着色してフルカラーの部品を造形することが可能です。
BJ(Binder Jetting)※樹脂・金属以外を素材として用いる場合
BJには、樹脂や金属以外の砂や石膏などを素材として用いる場合があります。これらは直接造形したものを部品として扱うのではなく、鋳造などをする際の型として用いられるのが一般的です。造形の流れは、金属や樹脂を用いる場合と大きな差はありません。
従来の鋳造では、模型や木型が必要ですがBJでは直接型を造形できるため、それらの型が不要です。また、複雑な形状を一体成型できるので、工数と費用を低減することが可能です。さらに、材料を加熱する必要がないため材料の収縮がなく、さらに結合剤で固めた型には通気性があるので、鋳造の型に適しています。
鋳造の型を製作する場合、BJでは砂だけでなく石膏パウダーなどさまざまな材料を使用できるため、目的に応じた特性を持った型の造形が可能です。例えば、耐熱性が高い材料を使うことで、融点が高い金属の鋳造に活用できたり、材料を再利用できる点も大きなメリットとなります。
樹脂や金属以外にも対応可能な結合剤噴射法
結合剤噴射法は材料噴射と同様にインクジェット技術を用いた造形法で、バインダーとよばれる結合剤を噴射することで材料を固めます。主に樹脂や金属の造形に適用され、導入が必要な設備を最低限に抑え、複雑な形状に対応しています。一方で、強度が弱いため、含侵や焼結が必要です。
また、砂や石膏が用いられる場合があり、主に鋳造品の型として使用されます。結合剤噴射法にはさまざまな用途があるため、目的に合わせた材料の選択が重要です。




